From pilot project
to industrial scale
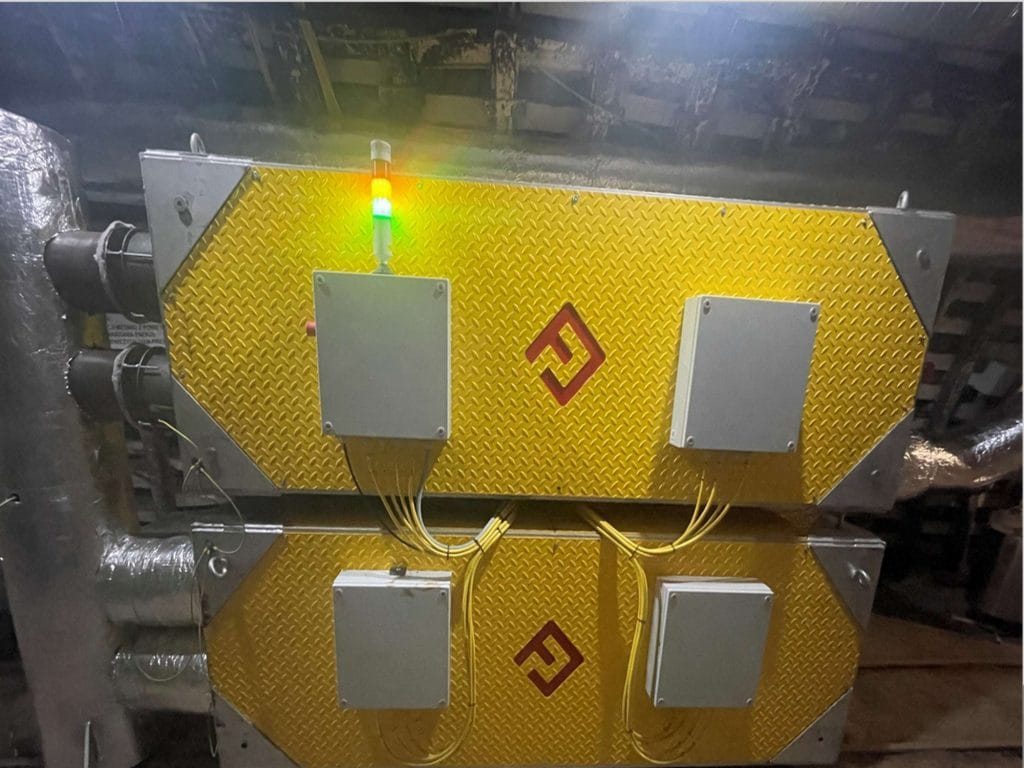
The VAMPIRE technology was first implemented in test conditions at the Barbara mine. The pilot installation confirmed the effectiveness and safety of the solution.
The project won the "Mining Success of the Year" award in the Ecology category.
Under test conditions at KD Barbara
up to 30 kW cooling capacity was achieved
Self-sufficient
system
The heat from the methane combustion reaction powers the reactor, and the absorber converts the energy into process cooling – the installation requires no additional power supply.
Potential
For development
The system can be expanded from individual modules to full-scale industrial installations that grow with the user's needs.
Effectiveness, stability,
safety
A unique solution on a global scale!
Combining safety, energy efficiency, and self-sufficiency
Combining safety, energy efficiency, and self-sufficiency
The pilot installation confirmed the effectiveness of the technology, the stability of the catalytic methane combustion process, and the safety of operation in mining conditions. The system met the requirements for transport through shafts and workings, achieving over 97% methane utilization rate and high energy efficiency in the cooling system.
See photos from the project




Contact us
Get in touch to discuss how we can implement a solution tailored to your needs. Together, we will assess the potential for energy recovery and develop a solution that reduces emissions and improves your company's energy efficiency.
or call: +48 698 672 756
CTiPT
Centrum Transferu i Promocji Technologii Sp. z o.o.
ul. Armii Krajowej 44
40-698 Katowice